
Wie man in den Aufnahmen bereits sehen kann, ist die Referenzierung der Siebdruck, Lötstopp und Kupfer Maske nicht ganz akkurat. Daher wurde an den Stellen der kleinen Landepads auch nachgearbeitet. Mit dieser Modifikation sollte es nun möglich sein die Bauteile korrekt und ohne Kurzschluss zu verlöten. Wenn ich die TPS61099 verlötet habe, kann ich mit dem Multimeter die Lötstellen auf Kurzschlüsse prüfen. Das Verlöten wird mit dem Heißluftfön passieren. Dabei wird mit Flussmittel eine Barriere zur Athmosphäre hergestellt (viel hilft viel) und der Chip erhitzt, bis das Lötzinn flüssig ist. Die suaerstoffhaltige Athmosphäre soll absgeschottet werden, um ein oxidieren (verbrennen) des Lot zu vermeiden. Im industriellen Herstellungsprozess wird das mit zum Beispiel einer Schutzathmosphäre erreicht. Anschließend kann dann mit dem Lötkolben die restliche Beschaltung dazugelötet werden. Wahlweise kann auch hier die Heißluft eingesetzt werden um die Bauteile zu verlöten.


Wenn der Regler aus den 3V Eingangsspannung die gewünschten 3,3V Ausgangsspannung erzeugt, kann die MCU, also der Microcontroller U3 bestückt werden. Dieser hat ebenfalls Landepads, die allerdings größer sind als die kleinen Kreisförmigen des Spannungsreglers. Hier musste nicht nachgearbeitet werden um die Pads mit Lötstopplack zu trennen. Diese Trennung ist wichtig, denn sonst könnnen sich Brücken bilden, die man von Außen nicht sehen kann. Für den Microcontroller kann ebenfalls eine Kurzschlussmessung erfolgen, ebenso wie eine optische Inspektion unter dem Mikroskop. Wenn der Lötvorgang für Gut befunden wird, kann die restliche Peripherie um den Controller gelötet werden. dazu gehören: Stützkondensatoren, und Vorspannungswiderstände. Wenn alle diese Komponenten verlötet sind, sollte der Controller über den Debug-Port erreichbar sein.
Sollte das der Fall sein, kann mit der Bestückung der externen ePaper Beschaltung begonnen werden. Diese, zusammen mit dem Stecker J3 ist für sie Uhrenfunktion absolut notwendig. Die Echtzeituhr und der Bewegungssensor werden nacheinander dazugelötet und auf Kurzschlüsse überprüft. Jede der Komponenten sollte dann einzeln in Betrieb genommen werden.
Die Bilder zeigen, dass der Offset des Siebdrucks leider so stark ist, dass der Rahmen um die Komponenten nicht als Referenz zum Platzieren herangezogen werden kann. Das ist schade, denn jetzt muss ich mich auf die optische von der Seite erfolgende Bewertung der Platzierung verlassen.


Die Rückseite der Flexplatine ist mit einer dicken Schicht Polyimid (PI) versehen. Da auf der Rückseite allerdings auch einige Messpunkte anfgebracht sind, wurde in der Schicht Öffnungen vorgesehen.

Diese Öffnungn sind groß genug um mit dem Tastkopf an das darin liegende Pad zu gelangen. Somit ist das Testen in einem Testadapter möglich. Diesen habe ich allerdings noch nicht entworfen.
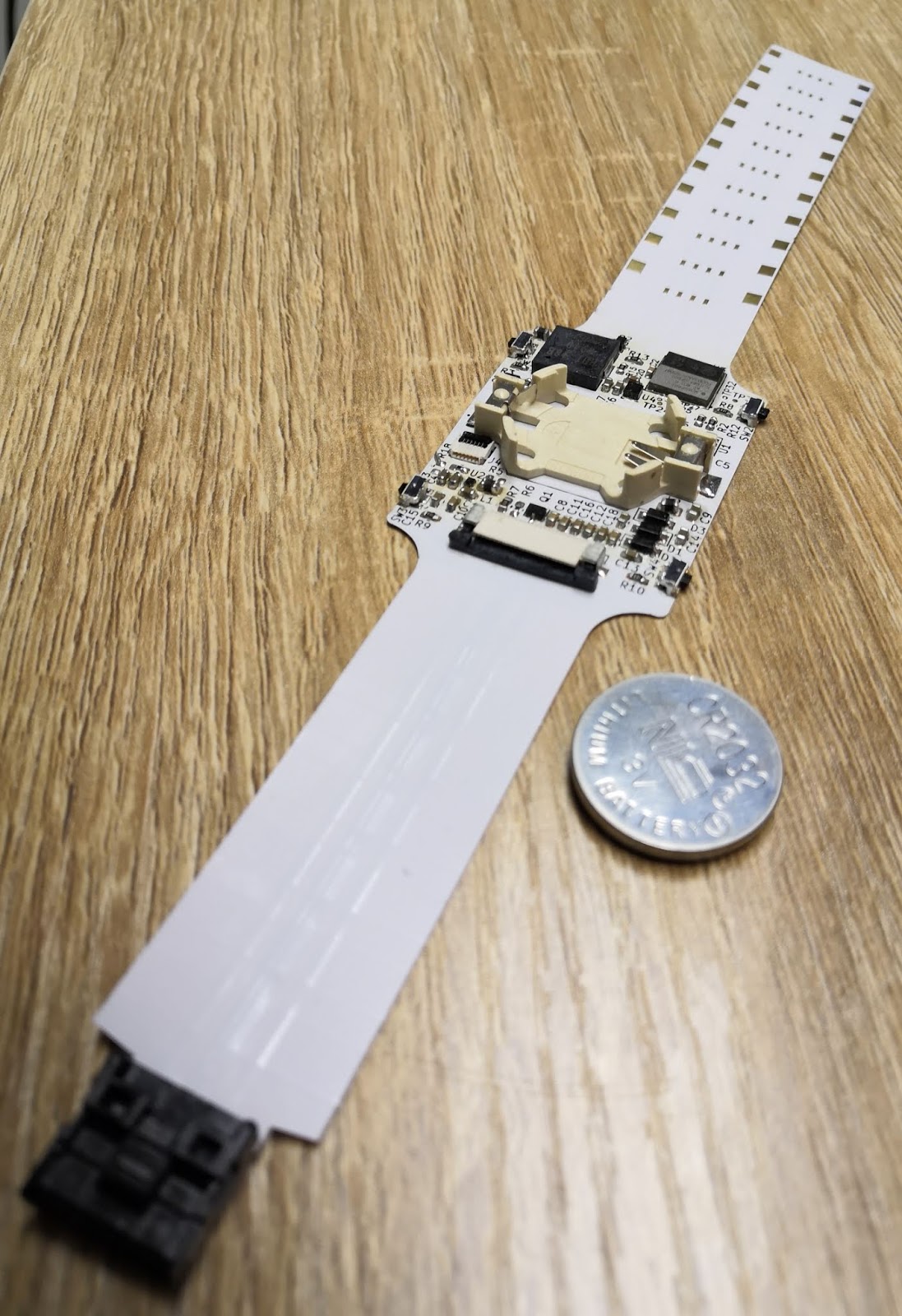
Um die Uhr weiter zu stabilisieren wird der Batteriehalter in der Mitte mit einem thermisch aushärtenden Kleber fixiert. Das Kunststoffgehäuse des Halters kann so Längs und Quer Kräfte aufnehmen, die die Platine in der Mitte durchbiegen würden.

Beim Auflöten der zusätzlichen Komponenten habe ich an eine noch unbekannten Stelle einen Kurzschluss, oder besser gesagt eine Diodenstrecke von 0,4V in beide Richtungen. Hier muss ich also erst noch ein bisschen nacharbeiten, bevor ich mit dem Prototyp eine Funktion testen kann.
Wenn die Funktion gegeben ist, werde ich als nächsten Schritt die Software so weit fertig machen, dass sie initial released werden kann. Dazu fehlt noch ein wenig Code, vor allem die Funktion die Updatemuster des ePapers zu kontrollieren.





